


Batch freezing challenges the control system much more than continuous processing. This requires a control suited for exactly that freezing process. With a Vapor Quality Sensor, it is possible to actively control the process and achieve higher capacity. At the same time, it reduces pressure drops leading to reduced power consumption.
 |
| Vertical plate freezer in poultry slaughter house controlled by a Vapor Quality Sensor |
If the freezer in a batch process is kept in flooded operation it will typically suffer from growing circulation ratio when the goods in the freezer is frozen in the surface. This results in a very inefficient freezing process because the heat transfer is low when the evaporator is filled with liquid refrigerant. At the same time the power consumption is high due to a high pressure drop.
For example, if we look at a batch process with a vertical plate freezer in a slaughterhouse, we can see that the freezer needs a very high cooling capacity when starting and much lower capacity at the end of the cycle. This large variation requires a lot of refrigerant to begin with and a system where the amount of refrigerant is limited by the end to keep up flow speed and avoid slug flow. If slug flow occurs the pressure drop will increase, and risers will not be able to transport the liquid.
Ideally the freezer should operate as a overfeed system to begin with and as direct expansion (DX) in the end of the cycle and this can be obtained by using a vapor quality sensor. The sensor must be mounted just after the evaporator and the vapor quality target have to change during the cycle from flooded operation with liquid in the evaporator outlet to DX operation with dry gas at the end.
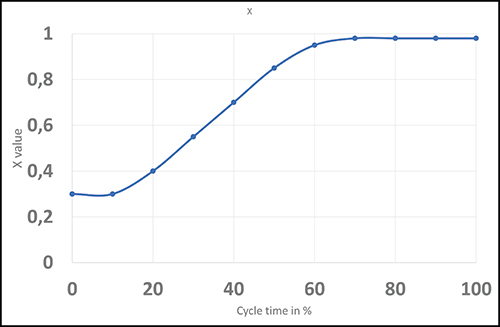
Practically the liquid valve must be controlled by a PLC based on the mA output from the Vapor Quality Sensor and the target must change from X=0.3 equal to circulation ratio, CR= 3 to X=0.99 which is dry gas. When it is optimal to change from flooded operation to DX will depend on the system, but the slaughterhouse shown as an example, uses DX operation after 60 % of cycle period.
The diagram at the bottom shows how the X setting can be adjusted through the process cycle.
The result will be increased capacity and reduced power consumption at the end of the cycle due to reduced pressure drop. This should be seen as an alternative to a classic flooded operation where the evaporator would be filled with liquid which provide little cooling and a large pressure drop.
 |
|
 |
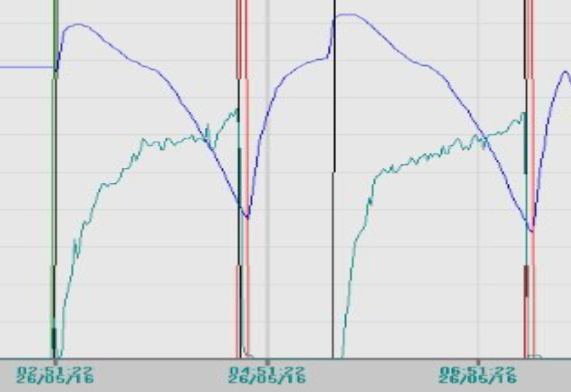
||
| Diagram showing freezing cycles in the freezer above. Vapor Quality Sensor (green) ,temperature (purple) | Example of X value for a freezing cycle |

